 SB 1
SB 1Zur Bildung des Taktes und des Tastverhältnisses verwendete ich das TIMER-IC "NE 555",
womit ein Tastverhältnis 1 : 100 (Ausschaltzeit : Einschaltzeit) und umgekehrt 100:1 möglich ist.
Die Ansteuerung der Sipmos-Transistoren geschieht über den Treibertransistor BC556 o. ä. ,
der die Einschaltflanken mit den 470 pF Kondensator verkürzt, sodass eine Kühlung der BUZ 11 erst bei
> 5 A Effektivstrom erforderlich ist, zumal der Takt (mit den verwendeten Werten) bei etwa 350 Hz liegt.
Die Kontroll-LED ist durch den 1k Widerstand Strombegrenzt und wird aber auch bei einer 1/100 Einschaltzeit
durch den 0,1uF Kondensator etwas leuchten, da sie eine Nachleuchtzeit hat
und mit Zunahme der Einschaltzeiten heller wird.
Vom Lastkreis Entkoppelt und gepuffert, ist der Taktgeber mit der 4148 Diode und den 10uF Elko.
Zum Schutz vor Verpolung, habe ich eine Duo Schottkydiode parallel geschaltet, eingebaut.
Vor einer Zerstörung der BUZ 11 bei einem Kurzschluss,
oder zu langen Einschaltzeiten des Tastverhältnisses bei zu großen Strömen, ist die Sicherung eingebaut.
Auf diese, wie auch im Plan schon erwähnt, kann u. U. verzichtet werden,
was aber in einem Extremfall zur Zerstörung der Transistoren führen kann.
Mein Gerät habe ich mit 16 A abgesichert, da ich Ausschnitte für z. B. Störklappen mit einem
passend gebogenen etwa 10 cm langen, 1mm Stahldraht schneide,
wobei dann sehr hohe kurzzeitige Ströme fließen. Der effektive Strom aber kaum die 16 A erreicht.
Die besten und saubersten Schnitte
von Kernen habe ich bekommen, je langsamer und weniger warm der Schnitt
erfolgte. Dieses ist aber nur erreichbar, indem ein
gleichmäßiger maschineller Schnitt durchgeführt wird.
Vor Jahren hatte ich mir ein Gestell zur Befestigung des Styropors und zwei voneinander getrennte Antriebe gebaut, deren Aufwickelrollen der beiden Zugseile mit Schrittmotoren angesteuert wurden. Den Zug habe ich entsprechende dem Trapez durch eine digitale Teilung der Frequenz gemacht und mit Dekadenschalter eingestellt. Die beste Geschwindigkeit für die Temperatur hatte ich durch verändern der Frequenz bekommen.
Aus Platzgründen und des geringen Gebrauchs habe ich dann alles verschenkt und schneide wenn erforderlich nur noch mit der Hand.
Vor Jahren hatte ich mir ein Gestell zur Befestigung des Styropors und zwei voneinander getrennte Antriebe gebaut, deren Aufwickelrollen der beiden Zugseile mit Schrittmotoren angesteuert wurden. Den Zug habe ich entsprechende dem Trapez durch eine digitale Teilung der Frequenz gemacht und mit Dekadenschalter eingestellt. Die beste Geschwindigkeit für die Temperatur hatte ich durch verändern der Frequenz bekommen.
Aus Platzgründen und des geringen Gebrauchs habe ich dann alles verschenkt und schneide wenn erforderlich nur noch mit der Hand.
Nach dem praktischen Einsatz, habe ich festgestellt, dass anstatt eines linearen Potis,
ein logaritmisches Poti besser geeignet wäre, was bei den sehr niederohmigen kurzen, dicken Stahldrähten
der Ausschnitte oder Nuten, für Störklappen, Kabel, Bouwdenzüge u. s. w.,
eine bessere Einstellmöglichkeit erbringt (größere Auflösung im unteren Spannungsbereich).
 Bild 1
Bild 1  Bild 2
Bild 2In Bild 1, ist der Aufbau der Schaltung auf einer Lochrasterplatine mit den Bauteilen und Kühlblechen
z. T. erkennbar (wobei das Poti noch ohne Knopf ist, den ich mir mit 4mm Achsenloch noch besorgen muss).
in Bild 2, die LED signalisiert mit ihrer Helligkeit das eingestellte Tastverhältnis, das der Effektivspannung gleich ist.
Optimal wäre ein Spannungsmesser.
---------------------------------
 Bild 3
Bild 3Bild 3, ein Schneidbügel für bis zu 1,3m Kerne,
dessen gleichmäßiger Zug für den Schneidedraht über eine relativ große Strecke besteht.
Verwendet habe ich dafür ein ausrangiertes Einbeinfahrwerk (rechts im Bild).
Geeignet für dünne Schneiddrähte aus Federstahl von etwa 0,3mm.
 Bild 3a
Bild 3aBild 3a, eine klassische Ausführung eines Schneidbügels, Sägebogen nach der Vorspannsäge der Tischler.
Hier habe ich auch dickere Schneiddrähte aus Chromnickelstahl bis 0,6mm verwendet.
Auch kann oder sogar muss man hier bei passender Schneidtemperatur die Spannung des Drahtes nachstellen.
Rechts im Bild ist ein Kippschalter zur besseren Handhabung
und zwei 4mm Telefonbuchsen eingebaut, für die Anschlussleitungen.
Die passenden Temperaturen sind sehr abhängig von der Dichte des Materials, sowie der Schneidgeschwindigkeit.
Ohne eine gewisse Erfahrung wird man nicht herumkommen,
die man mit man am besten an kleinen Styroresten sich aneignen kann.
Anfangen zu Schneiden tu ich immer vom Ende des Profiles. Auch bei Handschnitt.
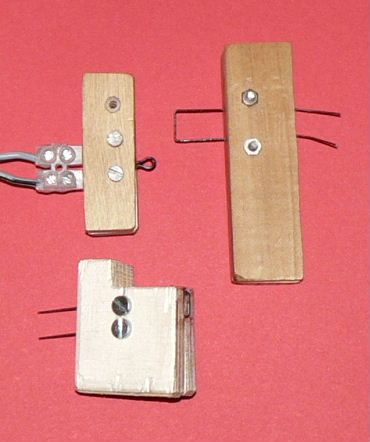 Bild 4
Bild 4Bild 4, einige Schneidwerkzeuge aus 0,8 ... 1,2 mm Stahldraht gefertigt,
deren Anschluss ich mit einer Lüsterklemme mit der Leitung zum Steuergerät verbunden habe und das Auswechseln erleichtert.
Links oben für Leitungen und Bowdenzüge.
Links unten für Holmgurte 2 x 10 mm.
Rechts für Störklappen.
Mit diesen werden dann in die Styrokerne dieAusschnitte der Holmgurte, Bouwdenzugrohre und Servoleitungen u. s. w. geschnitten.
Zur Führung verwende ich einen 2m langen gewalzten Flachstahl 5 x 50 mm, der satt und fest auf den Kernen liegt und nicht verrutscht,
sowie keine Spuren an den Kernen hinterlässt.
.
Die passende Temperatureinstellung habe ich für ein exaktes Styroschneiden an einigen Abfallresten ermittelt.
Diese habe ich dann an der Potieinstellung mir markiere, um beim nächsten Schneiden nicht lange zu probieren brauche..
Als Beispiel für Flächenkerne und deren Ausschnitte, siehe auf diese Seite D 30 CIRRUS, wofür ich das Steuergerät gebaut habe.
Der Schneidedraht des Schneidebügels für die Flächenkerne besteht aus einem 0,4 ... 0,5mm simplen Federstahldraht.
================================================================
Zwei weitere
Schaltungsvorschläge für Styrosteuergeräte,
welche nicht nur von mir, sondern
von einigen Modellbauern schon vor mehreren Jahrzehnten
wurden, die DRIAC- und THYRISTOR- Steuerungen.
Sie werden heute mitunter als eine Regelung vorgestellt. Leider wird hier eine Regelung mit einer Steuerung unbewusst verwechselt und verbreitet.
Als elementarer Unterschied für Interessierte, eine Regelung erfordert immer eine Rückführung, die z. B. beim Styroschneider die Temperaturänderung versucht gleich zu halten.
Die Optimierung eines Temperaturregelkreises ist eine der schwierigsten in der Regelungstechnik, da die sogenannten Totzeiten meistens relativ groß sind.
Wo sollte der Istwertgeber auch bei einem Styroschneider sitzen? Am warmen Schneidedraht geht nicht. Also muss eine Widerstandsmessung des erwärmten Schneidedrahtes erfolgen, deren gleichbleibender Widerstan geregelt wird. Das würde aber auch nur bei Drähten gehen, die ihren Widerstand mit der Temperatur verändern wie Stahldraht aber kein Konstantandraht.
Dieses wäre für uns Modellbauer kaum machbar. Jetzt jeden Falls noch nicht. Deshalb bleibt uns nur übrig, mit unseren wenigen Mitteln gesteuert zu schneiden und die für uns optimalste Einstellungen durch Probeschnitte herausfinden.
Sie werden heute mitunter als eine Regelung vorgestellt. Leider wird hier eine Regelung mit einer Steuerung unbewusst verwechselt und verbreitet.
Als elementarer Unterschied für Interessierte, eine Regelung erfordert immer eine Rückführung, die z. B. beim Styroschneider die Temperaturänderung versucht gleich zu halten.
Die Optimierung eines Temperaturregelkreises ist eine der schwierigsten in der Regelungstechnik, da die sogenannten Totzeiten meistens relativ groß sind.
Wo sollte der Istwertgeber auch bei einem Styroschneider sitzen? Am warmen Schneidedraht geht nicht. Also muss eine Widerstandsmessung des erwärmten Schneidedrahtes erfolgen, deren gleichbleibender Widerstan geregelt wird. Das würde aber auch nur bei Drähten gehen, die ihren Widerstand mit der Temperatur verändern wie Stahldraht aber kein Konstantandraht.
Dieses wäre für uns Modellbauer kaum machbar. Jetzt jeden Falls noch nicht. Deshalb bleibt uns nur übrig, mit unseren wenigen Mitteln gesteuert zu schneiden und die für uns optimalste Einstellungen durch Probeschnitte herausfinden.
Diese
Anschnittsteuerungen haben leider einen wesentlichen Nachteil, dass
eine Einstellung im unteren effektiven Spannungsbereich
bei etwa <1V und >15A eine exakte Einstellung sehr
schwer wenn überhaupt möglich ist.
So können kaum gute Ausschnitte mit
Schneidwerkzeugen bei 1
Ohm oder gar darunter gemacht werden.
Deshalb auch die hochbelastbaren Thyristoren in den unten dargestellten
Schaltungen.
Die Werte der Widerstände und Kondensatoren in diesen Schaltungen
können sich den Werten derThyristoren entsprechend etwas ändern!
Noch einfacher ist,
wird ein
Schneidetrafo mit einem Dimmer (DRIAC-Steuerung) angesteuert, aber
Vorsicht, der Dimmer muss für induktive Lasten geeignet sein..
Hat außerdem den schon oben erwähnten Nachteil, dass
ein
exaktes Schneiden, kaum mit
Schneidwerkzeuge unter 1 Ohm möglich ist.
=============================================================
Abschließend noch meine Erklärungen zu weniger und besser geeignete Drahtmaterialien zum Styroschneiden.
Ich habe keinen Konstantandraht
(den einige Modellbauer verwenden und empfehlen) verwendet, obwohl ich
ihn in div. Stärken
zur Verfügung
hatte. Da er eine geringere Verbiegungs- und Zugfestigkeit
besitzt
und bei
Erwärmungen sich dehnt und ist er stark gespannt um beim schneiden
nicht durch zu hängen, wird er immer länger und dünner,
da er sich auch abnutzt. Dieses besonders, wenn
die Drahtstärken sehr dünn z. B. 0,3mm sind. Bei
einer
Stärke von 0,8mm und darüber, ist er allerdings ganz gut
verwendbar.
Das geschieht deshalb, da dieses Material einen hohen elektrischen Widerstandsbeiwert hat (logisch, ist ja Widerstandsdraht) und deshalb auch keine große Festigkeit braucht und hat.
Das geschieht deshalb, da dieses Material einen hohen elektrischen Widerstandsbeiwert hat (logisch, ist ja Widerstandsdraht) und deshalb auch keine große Festigkeit braucht und hat.
Das
Material Konstantan ist eine Legierung verschiedener Metalle und
wurde speziell entwickelt um einen gleichbleibenden elektrischen
Widerstand über große unterschiedliche Temperaturbereiche
hat. Er wird
hauptsächlich für hoch belastbare Widerstände verwendet.
Hier spielt die mechanische Verbiegungs- und Zugfestigkeit keine Rolle.
Besser ist ein popeliger und um vieles billigerer Federstahldraht.
Er ist auch leichter zu beschaffen. In Drahtseilereien als Abfall in allen Stärken ganz umsonst und hat eine wesentlich höhere mechanische Festigkeit. Einen kleinen Nachteil hat der Stahldraht allerdings. Er korrodiert leicht, zumal beim Styroschnitt geringer Teile von Säure frei werden und dies die Korrosion zusätzlich unterstützt. Man sollte ihn deshalb mit etwas Seife abwischen (Neutralisieren) und trocken lagern.
Am
idealsten für das Styroschneiden ist Chromnickelstahldraht.
Diese Legierung ist speziell für elektrische Heizkörper entwickelt worden. Er besitzt zusätzliche zu seiner hohen mechanischen Festigkeit über einen großen Temperaturbereich auch eine hohe Korrosionsfestigkeit. Deshalb wird er auch bei Musikinstrumenten wie Klaviere, Gitarren u. s. w. verwendet. Ist allerdings etwas schwieriger zu beschaffen und zu dem relativ teurer.
Diese Legierung ist speziell für elektrische Heizkörper entwickelt worden. Er besitzt zusätzliche zu seiner hohen mechanischen Festigkeit über einen großen Temperaturbereich auch eine hohe Korrosionsfestigkeit. Deshalb wird er auch bei Musikinstrumenten wie Klaviere, Gitarren u. s. w. verwendet. Ist allerdings etwas schwieriger zu beschaffen und zu dem relativ teurer.
im Nov. 2005 Hg
=========================================================
Nachtrag für Verwendungen kleiner Spritzmöglichkeiten mit einem Badger-Spritzgriffel bei Lackierungen.
Vor allem nach Reparaturen an GFK-Modellen mit dem Styroschneidesteuergerät.
Nachtrag für Verwendungen kleiner Spritzmöglichkeiten mit einem Badger-Spritzgriffel bei Lackierungen.
Vor allem nach Reparaturen an GFK-Modellen mit dem Styroschneidesteuergerät.
Verwendet als
Kompressor dafür ein im KFZ-Bereich üblicher Kompressor, den
ich für 5 EURO auf einem Flohmart als neues Gerät erstanden
habe. So habe ich das Styrosteuergerät auch für die
Betreibung mit einer
Induktivität wie den Motor, für ein ruhigeres, leiseres
Laufverhalten mit einem zusätzlichen Elko von 2200uF/40V und einer
Schottky- Freilaufdiode MBR 45 zur Sicherheit der Sipmostransistoren
erweitert.

Der Luftdruck desKompressor ist sehr gut mit dem 10k-Poti einstellbar und ist bei etwa 1/3 bis 1/2 der Potistellung = Effektivspannung optimal eingestellt.
Diese geringere Belastung des Motors ergibt dadurch eine 4-fache Dauerbetriebszeit (1h) des angegebenen 15 Minuten Dauerbetriebes des Kompressor.
Der Luftdruck desKompressor ist sehr gut mit dem 10k-Poti einstellbar und ist bei etwa 1/3 bis 1/2 der Potistellung = Effektivspannung optimal eingestellt.
Diese geringere Belastung des Motors ergibt dadurch eine 4-fache Dauerbetriebszeit (1h) des angegebenen 15 Minuten Dauerbetriebes des Kompressor.
im Dez. 2012 Hg