LRK der neue Elektroantrieb für den Modellflug.
Dieser neuartige Antrieb vor einigen Jahren in der Modellbauzeitschrift
"elektro
Modell" von L. Retzbach vorgestellt, hatte bis jetzt einen sehr großen
Zuspruch und Anklang im Bereich des Elektrofluges erreicht.
Einmal durch die einfache Konzeption und somit für den Selbstbau
gut geeignet und zum Anderen durch sein hohes Drehmoment im niederen Drehzahlbereich,
was ein Reduktionsgetriebe den allgemeinüblichen Bürstenlosen
gegenüber sich erübrigt, um größere und somit effizientere
Luftschrauben direkt antreiben zu können.
Zur Chronik:
L steht für Lukas,R für
Retzbach und K für Kühfuß.
Dieses Trio hat den Antrieb meines Wissens baureif entwickelt
und vor allem die Bauausführung und somit die Nachbaumöglichkeit
veröffentlicht und für uns, in dieser Richtung mehr oder
weniger vorbelasteten Laien, den Nachbau ermöglicht.
Zur Historie möchte ich allerdings ergänzend erwähnen,
dass Außenläufer-Motore nichts neues sind. Sie wurden fast z.
B. in den Antrieben der Lochkarten- und Lochstreifen- Stanzer in
den früheren Jahren verwendet, wo man das kurzzeitig erforderliche
hohe Moment für die Stanzstößel, wenn sie durch die
Streifen oder bei der Karte das Loch stanzten, gut aufgefangen wurde.
Auch das Prinzip des Außenläufers in Verbindung mit der
Mehrpolpaarigkeit als Drehstromläufer wird seit längeren Zeiten
in den Videorecordern als Antrieb verwendet, wo es ja bekanntlich auf einen
ruhigen, gleichmäßigen Transport des Videobandes ankommt, was
einmal durch die höhere rotierende Masse des Außenläufers
und das hohe Drehmoment einer Mehrpolpaarigkeit beinhaltet (mehr Zyklen/Umdrehung).
Ferner ist beim LRK auch das Drehmoment/Gewichtseinheit besser als beim
Bürstenmotor und mitunter auch bein Bürstenlosen als Innenläufer.
Die Neuigkeit beruht auf dem Prinzip, dass der Kreis des Magnetflusses
durch die Spule des bewickelten Zahnes über die rechts und links benachbarten
nichtbewickelten Zähne des Stators und den als Antrieb mit den Magneten
bestückten Magnetschlussring als Rotor fungierend, stattfindet.
Mich selbst fasziniert die Einfachheit dieses Elektroantriebes immer
mehr, auf den ich erst im Dezember 2001 bewusst durch rconline
stieß, was mich zu einer immer größeren Neugier und Interesse
brachte und veranlaßte, einige dieser Motoren zu bauen, zu vermessen
und hier zu veröffentlichen.
Hierbei waren mir einige Berichte in dem (leider nicht mehr existierenden)
Forum www.rconline.net
sehr nützlich .
 Vorab
für die etwas Ungeduldigen, ich versuche für die etwas
unvorbelasteten Elektroflieger (zu denen ich mich auch zähle) alles
etwas ausführlicher zu erklären, da sonst die meisten zwar wissen,
dass man dieses oder jenes so macht, aber nicht warum, obwohl ein Motor
auch ohne ein funktionelles Wissen läuft, jedoch beim Selbstbau sollte
auf einiges geachtet werden und für mich ist es auch gleichzeitig
eine kleine Lehrstunde um einige Kenntnisse und Fertigkeiten zu festigen
und wieder aufzufrischen. Der Vorteil liegt auch darin, wenn man ein wenig
die Funktion kennt, dass bei einem Defekt, schlechtes Laufen des Motors,
schlechter Wirkungsgrad u. s. w. man den Grund erkennt und das Problem
selbst lösen kann
Vorab
für die etwas Ungeduldigen, ich versuche für die etwas
unvorbelasteten Elektroflieger (zu denen ich mich auch zähle) alles
etwas ausführlicher zu erklären, da sonst die meisten zwar wissen,
dass man dieses oder jenes so macht, aber nicht warum, obwohl ein Motor
auch ohne ein funktionelles Wissen läuft, jedoch beim Selbstbau sollte
auf einiges geachtet werden und für mich ist es auch gleichzeitig
eine kleine Lehrstunde um einige Kenntnisse und Fertigkeiten zu festigen
und wieder aufzufrischen. Der Vorteil liegt auch darin, wenn man ein wenig
die Funktion kennt, dass bei einem Defekt, schlechtes Laufen des Motors,
schlechter Wirkungsgrad u. s. w. man den Grund erkennt und das Problem
selbst lösen kann
Einzureihen ist der LRK in die Gruppe
der Drehstromsynchronmotore. Einfach gesagt, wird der Drehstrom vom Steller
vom Gleichstrom der Akkus in einen Drehstrom umgewandelt und der Rotor
mit den Magneten wird abhängig von der Polpaarigkeit (Anzahl der Magnete
geteilt durch zwei) in die Drehung versetzt.
Das Drehfeld hat also bei 10 Magneten (5 Polpaare)
5 Wechsel/Umdrehung.
Bei 14 Magneten (7 Polpaare) dann also 7 Zyklen
bei einer Umdrehung der Motorwelle.
Darum wird muss ein Steller bei einer Drehzahl
von 10000/min mit einer Frequenz von 10 000 / 60 * 7= 1166,6 Hz arbeiten,
wobei dann die Eisenverluste im Stator prozentual weitaus höher liegen
als bei z. B. 5000U/min, was dann den guten Wirkungsgrad des Motors logischer
Weise mindert oder begünstigt. Bei z. B. 20 000 U/min
müsste der Steller mit einer Frequenz von 2333,3 Hz arbeiten, wobei
die Eisenverluste
mit dem Wert einer Exponentialfunktion zunehmen
und auch der Steller nicht mehr exakt positioniert und aussteigt, wenn
er es nicht bereits schon ist.
Deshalb meine Empfehlung, nicht über 10
000 U/min drehen lassen.
=================================================
Hier nun Bilder der einzelnen Entwicklungsphasen mit ihren Erklärungen,
wie ich mit wenigen Mitteln meine LRK´s gebaut habe.
 Die Statorbleche
Die Statorbleche
habe ich nach dem Ausrichten mit Klammern zusammengedrückt, wobei
4 Wäscheklammern oder auch die Finger ausreichen, mit einem dünnflüssigen
Sekundenkleber fixiert (geheftet), dann den als Ausrichtungshilfe verwendeten
Bohrer herausgezogen, um bei dem anschließenden festen Verkleben
mit dem dünnflüssigen Kleber keine Probleme beim herausziehen
zu haben.
Die Klebeverbindung ist so fest, dass ohne weiteres das Blechpaket,
wenn erforderlich aufgebohrt werden kann.
Vorher habe ich kurz eine Widerstandsmessung der einzelnen Bleche untereinander
gemacht und konnte feststellen, dass fast alle Bleche mindestens einen
Übergangswiderstand von einigen hundert Ohm hatten, was im Widerstandsbereich
der Wirbelströme (worauf es ja ankommt) quasi einer sehr hohe Isolation
entspricht. Des öfteren war aber gar kein Widerstand messbar, da er
weit über den Megabereich lag. Die anschließende Verbindung
durch die Bohrung hat keinen Einfluss, da in diesem Bereich kaum oder keine
Wirbelströme mehr auftreten.
(Ich versuche für uns Laien alles etwas ausführlicher
zu erklären, da sonst die meisten zwar wissen, dass man dieses oder
jenes so macht, aber nicht warum, wenn's auch nicht mehr ganz in ist, obwohl
ein Motor auch ohne ein funktionelles Wissen läuft, jedoch beim Selbstbau
sollte auf einiges geachtet werden.)
Also nicht daran aufhängen, man kann's auch anders machen!
 . .
. . Nach dem Kleben und Bohren
Nach dem Kleben und Bohren
habe ich mit einem Messer die scharfen Kanten der Bleche etwas entgradet,
was ganz gut geht oder besser ist noch, man fräst vor dem Aufbringen
des GFK-Laminates die scharfen Kanten der Nuten etwas schräge ab,
was dann von dem Harz und Gewebe ausgefüllt wird und eine noch bessere
Isolierung bei sehr starken Drahtzug beim Wickeln ergibt.
 Mit 2x80gramm-Glasgewebe
Mit 2x80gramm-Glasgewebe
habe ich erst die eine Lage mit dünnflüssigen Sekundenkleber
aufgebracht, mit einer dickeren PVC-Folie angedrückt, was auch außer
dem guten Anliegen eine sehr schnelle Reaktion des Klebers bewirkt. Dann
die zweite Lage um 45° , so wie die erste Lage aufgebracht.
 Hier wird gerade der letzte
Nut
Hier wird gerade der letzte
Nut
der GFK-Isolation mit der spitzen Klinge des Skalpells ausgeschnitten.
Da solltest Du darauf achten, dass der Schnitt möglichst senkrecht
zum Nut geschieht, um die gewollte Schutzkante für den Lackdraht nicht
zu schwächen!
Danach nochmals mit dem Kleber einstreichen, nochmals PVC-Folie auflegen,
anpressen und nach einigen Minuten hast Du eine hochstrapazierfähige
Isolation.
 Und so sieht
Und so sieht
das zum wickeln fertige Blechpaket mit den auflamellierten Isolierendstücken
aus.
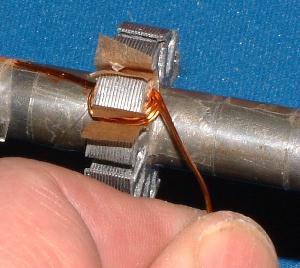 Zur Isolation in den Nuten,
Zur Isolation in den Nuten,
habe ich aus Muttis Küche das Teflon beschichtete Backpapier verwendet,
was zum einem sehr dünn und durchschlagsfest, aber auch noch so flexibel
ist, um beim wickeln nicht zu reißen. Gut auch zu erkennen das in
die Bohrung der Bleche ziemlich fest eingeschobene Rohr als Hilfswerkzeug
zur besseren Handhabung beim Wickeln. Hier wurden 2 x 05 Lackdrähte
verwendet. Die Länge des Blechpaketes ist für einen etwa 120...150
Watt - Motor gewählt und hat cá 30mm Durchmesser.
Auch eine sehr gute Möglichkeit einer Isolation der zu bewickelnden
Nuten des Blechpaketes ist mit einem sehr dünnen, aber reißfesten
Klebeband aus dem Baumarkt zu bewerkstelligen, was im Malerbedarf zu finden
ist. Es haftet gut an den Wänden der Nuten und nimmt gut bei der zu
letzt stattfindenden Fixierung mit Epoxydharz oder PU-Lack das Harz oder
den Lack an und ergibt nach dem Aushärten oder Trocknen eine
gute Isolierschicht gegen den Körperschluss ein.
Im obigen Bild habe ich mit 1,2mm Cu-Lackdraht einen 33mm Stator gewickelt,
wobei mit einer zugeschnittenen 1mm dicken transparenten Hart-PVC-Platte
die Wicklung nach fast jeder 2. , 3. Windung der Draht passend geformt
wurde, um 13,5-Windungen in den Nut zu bekommen. Auch ein aus alten Zeiten,
(damals verwendetes Werkzeug), was man bei der Layouterstellung benutzte
fand eine gute Verwendung.
Wichtig ist, dass der Lack des Drahtes nicht verletzt wird, was
durch die etwas weicheren Kunststoffe verhindern wird!
. Hier habe ich eine andere
Variante
Hier habe ich eine andere
Variante
zur Fixierung der Magnete verwendet, wobei ich ein mit Titanoxyd versetztes
Oberflächenharz verwendet habe, was eine gute Haltbarkeit auch bei
höheren Temperaturen besitzt. Es wurde nach der Fixierung/Verklebung
mit den oben erwähnten dünnflüssigen Sekundenkleber in die
Zwischenräume der Magnete, die hier nur 1,6mm betragen eingebracht
und vor der vollständigen Aushärtung wurden die Magnete mit Verdünnung
wie Spiritus, Testbenzin oder Nitro blank geputzt. Man sieht es gibt einige
Varianten, wobei die den Möglichkeiten, wie auch jedem am besten liegende
verwendet werden kann.
Rechts daneben der obige Stator mit den 1,2mm-Drahtwicklungen fertig mit
Epoxydharz verklebt und aufgepressten und Loctite verklebten Befestigungsflansch.
 Bei diesen kleineren Stator
Bei diesen kleineren Stator
habe ich den fertiggewickelten Stator als erstes nach den Messungen
auf Schluss zum Statorblechen und zu den Wicklungen mit Epoxydharz versiegelt
und anschließend verschaltet
[Reihen - Dreieckschaltung ( 2 x 14 Wdg.)].
Bereits erwähnt, auf keinen Fall die kurztrocknenden Nitrolacke
oder 2K-Lacke verwenden, da diese den Isolierlack anlösen und
die Druckstellen dann zu Windungsschlüssen führen.
Und immer eine Isolationsmessung vor dem Verschalten der Wicklungen
machen, um bei etwaigen Schlüssen z. B. Körperschluss nicht erst
die verursachende Wicklung suche zu müssen und unnötige Wicklungen
wieder abzuwickeln.
Ist jedoch einmal ein Schluss entstanden, reicht oftmals schon ein leichtes
drücken der Wicklungen zu den blechen Blechen und wieder zurück,
um den Schluss zu beseitigen. Ein anschließendes fixieren mit einem
tropfen Sekundenkleber mit anschließendem einsprühen eines Beschleunigers
und dann mit Epoxydharz oder PU-Lack die feste Verbindung, Versiegelung
der Wicklung zu machen, kann dieses Problem vollends lösen.
Auf Windungsschluss oder ungleichen Windungszahlen der einzelnen Wicklungen
kann man mit einem Vielfachmessgerät im Wechselspannungsbereich geschaltet
die einzelnen Wicklungen durchmessen, indem der Rotor bei einer gleichmäßigen
Drehzahl von etwa 100 bis 300 U/min die Spannung auf Gleichheit geprüft
wird. Ist alles ok, sind auch die Spannungen gleich oder so kleinen Abweichungen,
die sich unterhalb von 1,5% sich bewegen. Es kann ein Wechselspannungsbereich
in etwa 0 bis 20 Volt eingestellt werden. Am besten man probiert es aus.
Wichtig ist auf jeden Fall eine gleichbleibende Drehzahl, was am besten
eine Standbohrmaschine oder Drehmaschine bringt. Vorteilhaft ist auch ein
sogenannter Abschlusswiderstand von etwa 470 Ohm, der am Eingang des Messgerätes
parallel geschaltet wird.
Fehlt eine Windung ist eine Spannungsdifferenz im Verhältnis der
Windungszahlen erkennbar.
Beispiel: Der Stator hat je 15Wdg. es fehlt 1 Wdg. bei einer Wicklung,
so beträgt die Spannung an ihr etwa 7% weniger, genau 6,666%
 Die Welle
Die Welle
wurde mit L O C T I T E 638 (für Welle-Nabe) eingepresst
und dann mit einem Schrumpfschlauch vor Beschädigungen
und Verunreinigungen durch den Kleber während des Ausrichten und Einkleben
der Magnete geschützt. Besser lässt es sich arbeiten, wenn die
Welle erst nach den einkleben der Magnete geschieht, was vor allem bei
kleineren Durchmessern des Motors gemacht werden sollte.
Die Magnete habe ich als erstes in den den M.-Schlussring aneinandergereiht
eingelegt, was nur möglich ist, wenn die Polarität sich zu nächten
wechselt,
So ist keine Verwechslung möglich. Die Zwischenräume bekommst
Du am einfachsten heraus, indem der nun verbleibende freie große
Abstand durch die Anzahl der Magnete geteilt wird.
Kannst es auch über den Umfang berechnen und dann bis auf
zig Stellen hinter dem Komma einmessen. Besitzt man eine Fräse und
nimmt sich die Zeit, kann ein Hilswerkzeug gefertigt werden, was sich dann
bei einem mehrfachen Motorenbau sich auszahlen tut.
Mit einem ALU-Rakel, aus einem 2mm ALU-Schweißdraht gefertigt,
werden die Magnete auf passende Höhe gezogen und danach die Hölzer
herausgezogen. Normalerweise bleiben die Magnete in Position, sonst muß
wieder korrigiert werden.
Dann habe ich alles ca 10 Minuten in eine saubere Nitroverdünnung
gelegt, herausgenommen auslaufen lassen und nochmals in eine Testbenzinlösung
(Silikonentferner) getaucht und ebenfalls eine kurze Zeit darin gelassen.
Nach einer leichten Erwärmung mit einem Heißluftgebläse
ging es zur Klebung.
Mit dünnflüssigen Sekundenkleber werden die Magnete dann
fixiert (läuft hervorragend unter die Magnete) und anschließend
mit dickflüssigeren, der bis zur oberen Kannte mit einem Hölzchen
o. ä. verteilt wird verklebt, sodass eine kleine Wulst entsteht, die
bis zur Gesammtdicke der Magnete reicht. Auf den Magneten muss allerdings,
sollte sich etwas Kleber nach der Aushärtung befinden, entfernt werden.
Nach einer Verwechslung musste ich drei der Magnete heraus brechen,
wo ich feststellte, dass die Klebung so fest war, dass die Vernickelung
sich von den Magneten löste und ich einen davon nicht
mehr verwenden konnte.
 Es lohnt sich
Es lohnt sich
einige Hilfswerkzeuge aus ALU zu machen um die Magnete zusammenhängend
in die Innenseite einzubringen und dann nur noch die Magnete an die Holzzwischenteile
zu schieben, sodass keine Verwechslung mehr erfolgen kann und nach dem
Herausziehen dann wie beschrieben fixieren und kleben.
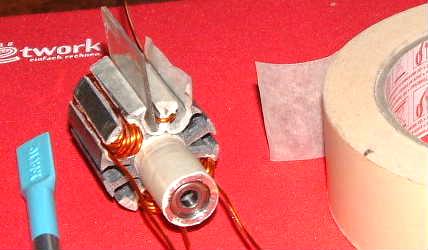
 Hier nun 2 Statorpacks
Hier nun 2 Statorpacks
für einen LRK 295 / 7; 32 Wdg Culackdraht 0,5 mm
für den ZAPPO 3D LASER/ 0,8mtr Spannweite
und einen LRK 345 /25; 15 Wdg Culackdraht 1mm.Nach dem
Messen, Verschaltet in Serie/Dreieck und mit Epoxydharz versiegelt und
vergossen sind somit fertig zum
Aufbohren für die Lager und Lagerschild.
==========================================================================
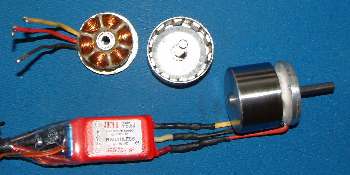
 ZAPPO 3D LASER
ZAPPO 3D LASER
 und der 46-gr-Antrieb
dafür
und der 46-gr-Antrieb
dafür
 dazu das Wickelschema
dazu das Wickelschema
=============================================================================
Einspannhilfen für die Statorpakete
 Bild
a
Bild
a  Bild b
Bild b
Bild a
Da oft die gestanzten mittigen Löcher der Statorbleche zu klein
sind aber genügend Material vorhanden ist um einen ausreichenden
Magnetfluss zu gewährleisten, habe ich die Bleche im Paket aufgebohrt.
Es empfiehlt sich zuerst das Blechpaket mit 2 Schrauben für den
ersten Zusammenhalt für die Klebung und der Fixierung der einzelnen
Bleche mit dünnflüssigen Sekundenkleber zu verkleben. Nach der
Aushärtung dann für die Bohrung weitere Schrauben anzubringen.
In einer Drehbank mit Dreibackenfutter kann dann das Statorpaket exakt
aufgebohrt werden.
Bild b
Ist keine Drehmaschine vorhanden, kann das Aufbohren in den auf
diesem Bild dargestellten Haltevorrichtungen in einem Spannstock/Schraubstock
mit einer Standbohrmaschine aufgebohrt werden.
Die Halterungen habe ich aus dem Tischlerbereich bekannten
Multiplex-Sperrholz was mit Holzbohrern oder Kreiselschneidern die passende
Rundung ausgeschnitten wird hergestellt.
Die Haltevorrichtungen oder besser gesagt die Einspannhilfen habe ich
klaro erst nach dem ausschneiden des Kreises zurecht geschnitten und dann
in der Mitte durchtrennt.
 Fertig
Fertig
und fertig zum Einsatz im Modell zwei 10-Poler
Um für einen besseren Überblick
der Windungszahl beim zur Verfügung stehenden Wickelplatz zu haben,
wie auch für die Belastung des , habe
ich eine kleine Tabelle angefertigt.
Die Werte hat einmal ein AZUBI berechnet und vermessen, in einer
Zeit, wo man noch Übertrager selbst wickelte um Transistoren zu sparen.
Man sieht, auch alte Tabellen haben heute noch ihre Verwendungsmöglichkeiten,
auch wenn fast alles vor 30 Jahren zu Fuss gerechnet wurde oder mit einem
Taschenrechner (es gab halt kaum brauchbare Rechner und an EXCEL war überhaupt
noch nicht zu denken).
Für unsere LRK´s ist die Spalte Windungen/cm² besonders
interessant, da nur wenige Drahttabellen diese
Spalte haben.
Hier
Tabelle öffnen
Aus der Tabelle kannst Du sehr gut erkennen, dass die Kupferverluste
bei kleinen Querschnitten bei den von uns verwendeten hohen Strömen
doch erheblich sind (Widerstand sehr hoch).
Die Eisenverluste, vor allem im Teillastbereich sind auch sehr hoch,
da von den Stellern keine Tastverhältnisänderung im klassischem
Sinne gemacht wird, sondern mit einer höheren Frequenz die Durchschaltbereiche
der einzelnen Phasen geshoppt, zerhackt werden um den Effektivwert der
Spannung herabzusetzen. Diese Wirbelstromverluste führen auch
dazu, dass die Motoren im Teillastbereich sehr warm werden. Eine Anmerkung
noch dazu, im Tiegelgussverfahren wird diese induzierte Erwärmung
des Eisens zur Schmelze angewandt.
____________________________________________________
einige Statoren für kleinere Motörchen
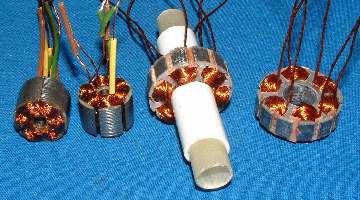
Von links nach rechts:
"Zwei 19er 6-Nut-Pakete 12mm vom BATTMAN" ( sogenannter MINI-LRK),
ist aber kein echter LRK, da
der Magnetfluss nicht LRK-typisch.
(50 bis 90 Watt, für Fun- und Park- Flyer) auch für
den ZAPPO 3D LASER von mir verwendet
der erste Stator = 20 Wdg., 6x0,2mm Cu-L-Dr. in Reihe/Dreieck,
Ri = 0,085 Ohm
das Zweite
= 25 Wdg., 4x0,2mm ---------------"-------------------, Ri = 0,12Ohm
(habe sie später in Reihe/Stern geschaltet, da
liefen die Motörchen besser.)
Bei beiden ist die Wicklungen schon mit Epoxydharz vergossen,
"Dann zwei 29,5er 12-Nut-Pakete 7mm ebenfalls vom BATTMAN",
allerdings schon auf 12mm aufgebohrt.
(120 bis 150 Watt, für Leichtwindsegler bis 2400mm oder kleine
Kunstflugmodelle (1m) oder heisse Parkflyer.)
Das erste Paket ist noch in der Halterung, wie bereits erwähnt
zur besseren Handhabung beim Wickeln;
22Wdg., 12x0,2mm CuL-Draht Dreieck, Ri = 0,037 Ohm
Das Zweite Paket:
25 Wdg., 10x0,2mm Cu-L-Draht in Dreieck, Ri = 0,0455 Ohm
Gut zu sehen an den 29,5er Packs sind die Nutenhölzer, die ich
aus 0,4er Sperrholz
geschnitten habe, sie verhindern, dass die Wicklungsdrähte aus
den Nuten herausragen.
Die Wicklungen sind bei Beiden schon vermessen aber noch nicht vergossen.
Das Vergießen geschieht unter einem kleinen Unterdruck, um ein
gutes durchtränken zu gewährleisten.
Es reichen schon 1 Minute lang 100 mbar, die ein Staubsauger bringt
und der Stator auf etwa 50°C erwärmt wurde.
Ich lasse z. B. die kleinen Pakete in einer Kleinbilddose im Harz nach
der Evakuierung abkühlen und nehme sie erst dann heraus und lass sie
abtropfen.
Außerdem empfiehlt es sich zur besseren Handhabung und Ausfüllung
des Wickelraumes mehrere Drähte eines geringeren Durchmessers zu verwenden,
es sollte allerdings der Summenquerschnitt der dünneren Drähte
den erforderlichen
Querschnitt ergeben.
siehe hier nochmals die Tabelle
(hier
öffnen)
Nachdem ich mehrere Anfragen im Bezug zur Fertigung der
Magnetschlussringe bekommen habe, habe ich etwas ausführlicher die
einzelnen Arbeitsschritte in diese Seite nachträglich eingebaut, für
die ich nicht das Optimum beanspruche, da ich als Laie auf diesem Gebiet
nach meiner Logik gearbeitet habe.
Allerdings kam ich trotzdem zu einem guten, brauchbaren
Ergebnis.
 Bild c
Bild c  Bild
d
Bild
d
Bild c = Für Magnetschlussringe wird ein fast passendes
verzinktes Eisenrohr ausgebohrt. Auch hier empfiehlt sich das annäherungsverfahren
z. B. bei einer Endbohrung von 24mm vorher 23mm bohren, dann kann sich
bei exaktem Bohren das Ausdrehen erübrigen.
Bild d = der letzte Ring, nachdem der vorletzte abgestochen
wurde.
1. Ein passendes Rohr, möglichst nahtlos, was
aber nicht unbedingt erforderlich ist, wird auf eine Länge von 100...150mm
abgelängt und fest im Futter der Drehbank eingespannt und verbleibt
auch bis zum letzten Ring darin!
2. ist das Rohr sehr dickwandig, wird es zur schnelleren
Arbeitsweise aufgebohrt, wobei das Untermaß mindestens 1mm,
besser 2mm sein sollte.
3. Jetzt wurde mit einem passenden Drehmeisel innen auf
Maßhaltigkeit ausgedreht.
4. Danach habe ich außen abgedreht, wobei in mehreren
Schritten nur geringe Abspannungen gemacht wurden, um keinen Verzug in
die Ringe zu bekommen.
5, Nachdem die Maße passten, wurden die Ringe abgestochen,
wobei die ersten Ringen , wo die Länge des Rohres noch lang war, ein
sich drehender Dorn im Reitstock das Rohr zentrierte.
Auch hier kann nur mit einem scharfen Abstechmeisel mit sehr langsamen
Vorschub gearbeitet werden.
Es wurden WIDIA belegte Drehmeisel verwendet.
----------------------------------------
IM JANUAR 2002 Günther Hg
ZURÜCK